
東莞市立科電子材料有限公司
專注高科技PCB電子材料的供應商
咨詢服務熱線:
0769-81064709
環氧樹脂覆銅板的壓制過程大體分成升溫、保溫和降溫三個階段。壓制過程可手工操作,也可由電腦控制。升溫階段,主要是使熱量從加熱板逐步傳遞到層間每塊產品,使樹脂熔化、流動。同時,根據樹脂的熔化和流動情況,進行加壓。根據我多年工作經驗,這個階段是壓制過程的關鍵,如果加壓不及時將造成“欠壓”而出現“微氣泡”和“干花”等缺陷;相反如果加壓過早,將導致流膠過多或滑板等問題。
1. 路面的厚度決定了路面的設計
在潮州市碳纖維管的生產加工中,首先要注意碳纖維管的壁厚。壁厚是確定碳纖維管可鋪設層數的重要方法。例如,如果厚度是2mm,就需要10層
在十層中,層的設計非常重要。在生產加工過程中,連續層必須是節約成本和效率的直接方式,但潮州市碳纖維是連續的,在分層的實際問題下,會出現泊松效應,包括微裂紋現象,這使得碳纖維復合材料不能在一個方向上完全鋪裝。
這樣,很容易導致管道的開裂。此外,這種相同角度的連續層會導致碳纖維管的剪切性能較低,斷口面容易分層,使碳纖維管開裂
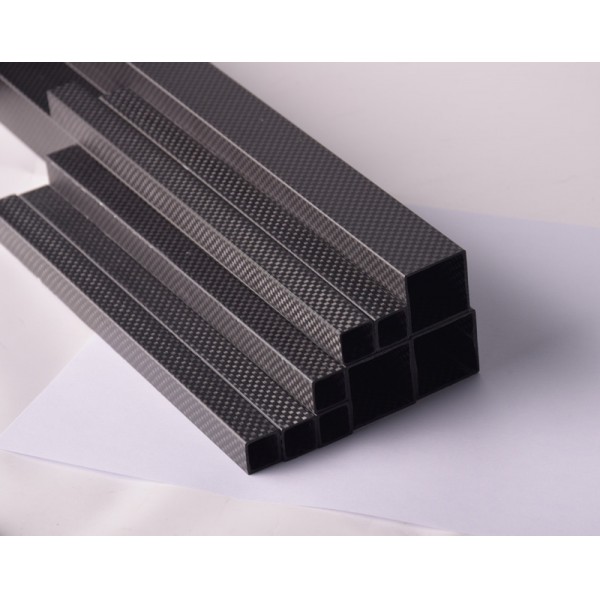
碳纖維方管
使用壽命將大大降低,特別是在一些惡劣的環境下。
碳纖維管的生產廠家首先會根據碳纖維管的性能要求和管壁厚度對鋪設設計的概念有一個大致的了解,然后再切割預浸料
第二種就是在碳纖維管的表面噴涂上耐高溫的涂層,這個方法在目前來說是比較可靠的一種,而且已經有了不少成功的案例。當然該方式也存在一些弊端,就是涂層是有使用期限的,而且涂層被破壞,會立刻失去效果。
執行疊加。正常情況下,相同角度的鋪層不會超過3層,可以更好地提高潮州市碳纖維管的使用壽命。
2. 其次是鋪角法
在鋪裝過程中,將進行鋪裝層過渡區設計。整個鋪裝層要遵循整體對稱均勻,即采用相同的鋪裝方法,才能完成一個完整的管面
2)凝膠時間:①從粘結片中心部位切取約20cm×20cm的試樣,揉搓試樣,使樹脂粉落在金屬篩里,然后過篩到一張干凈的白紙上。②取約20mg樹脂粉,放在預先升溫至171(±0.5℃的檢測儀熱板中心。當樹脂粉熔化時啟動秒表,并用木牙簽攪動樹脂。③待樹脂變稠到拉絲中斷時停秒表,所經過的時間為凝膠時間。
3)樹脂流動度:①離粘結片邊緣不小于5cm處切取4張試樣。試樣尺寸為100mm×100mm,對角線與經緯向平行。②稱重(W1),準確至0.005克。③試樣對齊疊合,加上離型膜,然后放在2塊不銹鋼板之間。④將
碳纖維管
這樣可以更好的保證均勻性和完整性。同一角度的各層應與整體層同時增減。此外,外層應連續覆蓋整個表面,以免出現故障
現在。需要注意的一點是,在鋪設交替層時,要確保每兩個斷層之間都有連續的一層,這樣才能使整體結果更加穩定。
