
東莞市立科電子材料有限公司
專注高科技PCB電子材料的供應商
咨詢服務熱線:
0769-81064709
環氧樹脂覆銅板的壓制過程大體分成升溫、保溫和降溫三個階段。壓制過程可手工操作,也可由電腦控制。升溫階段,主要是使熱量從加熱板逐步傳遞到層間每塊產品,使樹脂熔化、流動。同時,根據樹脂的熔化和流動情況,進行加壓。根據我多年工作經驗,這個階段是壓制過程的關鍵,如果加壓不及時將造成“欠壓”而出現“微氣泡”和“干花”等缺陷;相反如果加壓過早,將導致流膠過多或滑板等問題。
1. 機械模具
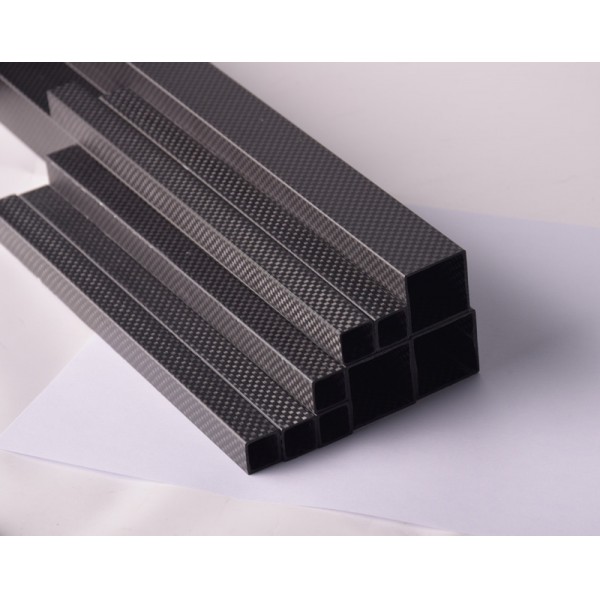
首先,我們會根據客戶那邊的碳纖維方管的尺寸來設計模具,包括成型后的工裝要求,這也要考慮到阿拉善盟碳纖維方管的尺寸
碳纖維管
另外,根據方管的厚度確定所需的公差,以便更好地保證生產出的阿拉善盟碳纖維方管的高尺寸精度。注意金屬模具的彎曲變形,如
如果成型的方管尺寸比較大,這時應該使用高強度的鋼模具。
2. 半固化片切割
碳纖維方管
根據方管的尺寸,模具設計好后,需要按尺寸切割碳纖維預浸料,單向碳纖維預浸料需要堆疊。通常,先進行0°和90°
當然,最終的鋪裝方式是要考慮碳纖維制品的應力來決定的。
3.粗胚模安裝
應用特性
1、 形式多樣。各種樹脂、固化劑、改性劑體系幾乎可以適應各種應用對形式提出的要求,其范圍可以從極低的粘度到高熔點固體。
2、 固化方便。選用各種不同的固化劑,環氧樹脂體系幾乎可以在0~180℃溫度范圍內固化。
3、 粘附力強。環氧樹脂分子鏈中固有的極性羥基和醚鍵的存在,使其對各種物質具有很高的粘附力。環氧樹脂固化時的收縮性低,產生的內應力小,這也有助于提高粘附強度。
在預浸料和模具完成后,需要加載預浸料,將阿拉善盟碳纖維預浸料一層一層地鋪在模具上,主要將預浸料壓實,以保證樹脂在模具內流動
碳纖維產品的內部緊實度越高,碳纖維產品的性能越好。模具安裝時,還應涂脫模劑,使生產的碳纖維制品易于脫模。
